Технологія взуттєвого виробництва гр.8/24 08.10.2024
Урок№16: ЛПР№6 Основні види швів при складанні заготовок. Технологічні вимоги до строчки.
Вид і особливості ниткового шва визначаються взаємним розміщенням деталей при скріпленні, типом стебка.
За кількістю строчок шви бувають одно-, дво-, три-, й багатострочечні. Розглянемо основні види ниткових швів. Серед них багато нових ниткових швів , використання яких у взуттєвій промисловості зумовлене наявністю відповідних сучасних швейних машин.
Настрочний шов. Деталі складають різними боками на визначену величину (припуск) та скріплюють однією, двома, трьома обо більшою кількістю строчок. Припуск залежить від матеріалу деталей і кількості строчок. Використовують стібки двониткові внутрішнього переплетення, одно-, дво-, або багатониткові зовнішнього переплетення. Настрочним швом скріплюють більшість деталей заготовки верху: носок із союзкою, задинку з берцями, берець із союзкою, перед з халявою, текстильну підкладку зі шкіряною, задній зовнішній і укріплювальний ремінь з попередньо з'єднаним нитковим швом халявами або берцями.
 однорядний
однорядний дворядний
дворядний багаторядний
багаторядний настрочний
настрочнийТачний шов. Деталі складають однойменними (лицьовими або нелицьовими) боками і скріплюють по вирівняному краю однією або двома строчками. Деталі розвертають так, щоб вони були в однієй площині. У місці з'єднання деталей тачним швом утворюється рубець який розгладжують. Тачним швом в основному з'єднують передні та задні краї халяв чобіт і ніпівчобіт, берців та задинок напівчобіт, черевиків, напівчеревиків, туфель.
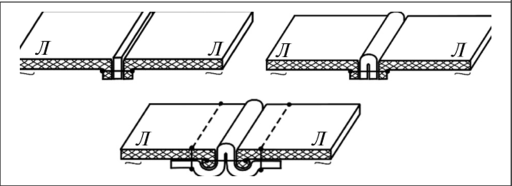

Переметувальний шов. Залежно від способу суміщення деталей розрізнюють три види такого шва: встик , настрочний , тачний.
При з'єднанні встик деталі укладають в одній площині лицьовими боками догори і скріплюють зигзагоподібною строчкою. При цьому голка машини почергово проколює деталі , проводячи крізь них нитку. Після кожного ходу голки деталі скріплюються й переміщуються транспортером на довжину стібка. В цьому разі одержують зигзагоподібний шов.

При з'єднанні переметувальним настрочним швом деталі накладають різними боками одна на одну на визначену ширину і скріплюють зигзагоподібною строчкою.
При з'єднанні тачним швом деталі складають однаковими боками, вирівнюють по краю і скріплюють зигзагоподібною строчкою.При цьому голка проколює краї обох деталей. ротягує крізь них нитку. а потім проводить нитку поруч із краєм деталей і утворює переплетення ниток.
Переметувальним швом встик скріплюють в основному задні та передні краї халяв чоботів , берців або задинок черевиків. напівчеревиків , туфель. Настрочним або тачним переметувальним швом скріплюють деталі підкладки чобітків, напівчобітків, та інших видів взуття. Переметувальний шов порівняно з тачним менш міцний, тому його укріплюють ременем при скріпленні зовнішніх деталей верху або тасьмою при скріпленні деталей підкладки. За наявністю зовнішніх ременів краї деталей доцільно скріплювати переметувальним швом встик, оскільки при цьому зменшуються витрати матеріалу та не утворюється грубий рубець.
Виворотній шов. Деталі складають лицьовими боками і скріплюють по вирівняному краю однією строчкою, після чого деталі вивертають на лицьовий бік і складають нелицьовими боками так, щоб шов розміщувався з боку підкладки на відстані 1...4 мм від верхнього краю зовнішньої деталі, або посередині лінії перегину. Місце перегину деталей оббивають і прострочують з боку зовнішньої деталі верху взуття однією строчкою паралельно до краю.


Виворотнім швом з'єднують верхні краї зовнішніх деталей заготовок верху чобіт, напівчобіт, черевиків, туфель.
Обкидний шов. Деталі складають нелицьовими боками та скріплюють одно-, дво- або тринитковою ланцюговою строчкою. Нитки мають переплітатися на грані деталей, що скріплюються. Обкидним швом обробляють петлі та краї деталей , наприклад язичок або клапан з підкладкою.




Параметри швів, а також область їх застосування дані в ОСТ 17835-80. «Вироби швейні. Технічні вимоги до стежків, строчок і швів ».
Крім дотримання параметрів швів необхідно дотримуватися правила виконання швів на машині, що визначають порядок укладання деталей під голку і послідовність виконання шва, знати, з якої деталі слід сточувати, з якого кінця починати з'єднання і ін.Технічні вимоги до виконання швів даються в технічному описі на модель або в інший, що замінює її, технічної документації. Безпосередньо для контролю і виконання вони наводяться в технологічних інструкціях виконання операцій на робочому місці.

В першу групу об'єднані показники, що впливають на зовнішній вигляд ниткових швів. Вони визначають естетичні властивості і зовнішній вигляд ниткових швів і залежать від якості (рівності) ліній рядків і швів, щільності затягування стібків, правильного розташування вузлів переплетення ниток в стежках, цілісності строчки, рівномірності розмірів стібків по довжині строчки. Так, причинами погіршення зовнішнього вигляду і естетичних властивостей ниткових швів можуть бути: викривлення лінії строчки, шва, краю деталі; слабке затягування стібків, яке веде до нещільного з'єднання деталей; розрив нитки в стежці, що порушує цілісність рядки; нерівномірна частота стібків на окремих ділянках строчки.
У другу групу об'єднані показники, що визначають деформаційні властивості ниткових з'єднань: поздовжня деформації швів, а також посадка нижнього шару матеріалу щодо верхнього.
У третю групу входять показники, що характеризують механічні властивості ниткових з'єднань: міцність швів при розтягуванні вздовж і поперек лінії строчки; подовження швів при розтягуванні вздовж лінії строчки ; розсунення матеріалу (тканини) в швах при розтягуванні поперек лінії рядки; ушкодження (вирубка, прорубание) матеріалу голкою; жорсткість швів.
До четвертої групи віднесені показники, що визначають експлуатаційні властивості ниткових з'єднань: витривалість, т. е. стійкість до багаторазових розтягувань; залишкові подовження від багаторазових розтягувань; стійкість до стирання; стійкість до прання, хімчистці і іншим впливам; распускаемость рядків; обсипальність матеріалу в шві.
У п'яту групу об'єднані показники, що визначають економічність виконаних з'єднань: витрата матеріалу; витрата ниток.
При ниткових методах скріплення деталей заготовок верху взуття краю скріплюються деталей повинні збігатися з наколками і гофрами; строчки повинні бути паралельні краям скріплюваних деталей; нитки повинні бути добре утягнуті щільно заповнювати проколи, утворені голкою; кінці ниток на краях деталей, що залишаються у взутті відкритими, - протягнуті всередину і закріплені вузлом або приклеєні (можна також робити закріпки); тачні шви - ретельно запрасовані. Строчка не повинна мати пропусків стібків, а деталі - зморшок або стягнутих швів.
Основні технологічні нормативи складання заготовок верху, залежні від товщини матеріалів, наведені в табл. 1
Число стібків на 1 см довжини рядка при складанні заготовок верху приведено в табл. 2
Рекомендовані співвідношення між номерами голок і ниток наведені в табл. 3

Немає коментарів:
Дописати коментар